德州冠鲁精密机械制造有限公司
德州冠鲁



德州冠鲁
德州冠鲁精密机械制造有限公司
机床概述
镗孔范围:Φ150~Φ800mm
加工深度:8000mm
工件长度范围:1000mm~8000mm
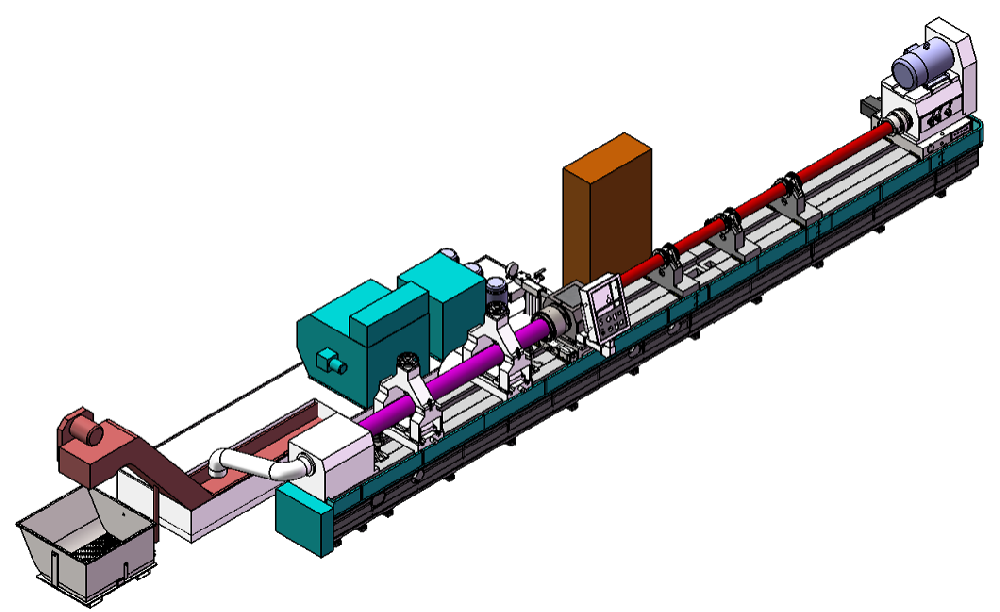
机床用途:蜂窝铝内孔加工。
机床功能:推镗、拉镗、珩磨、拉削,增加辅具实现仿形功能。
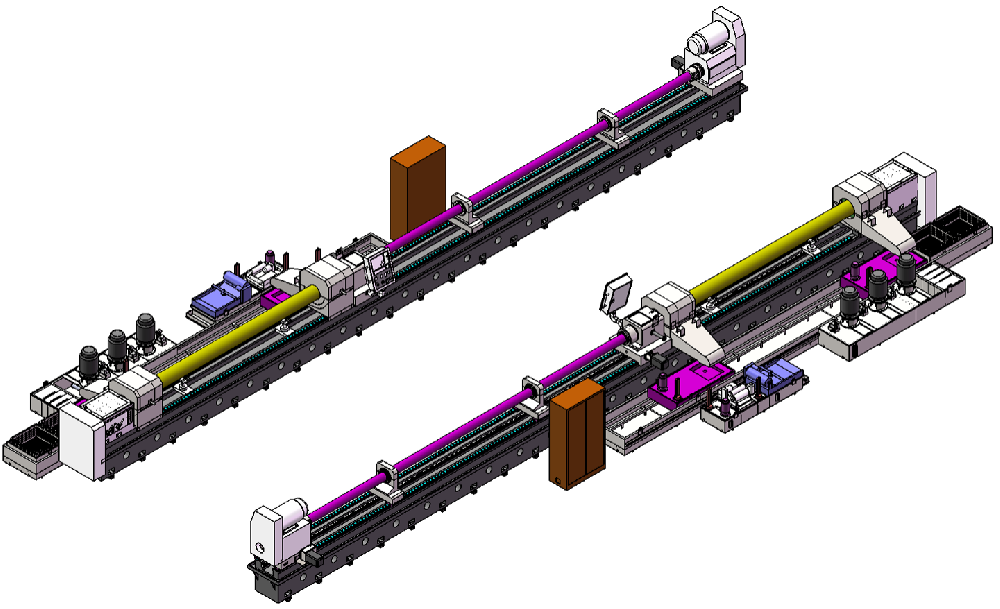
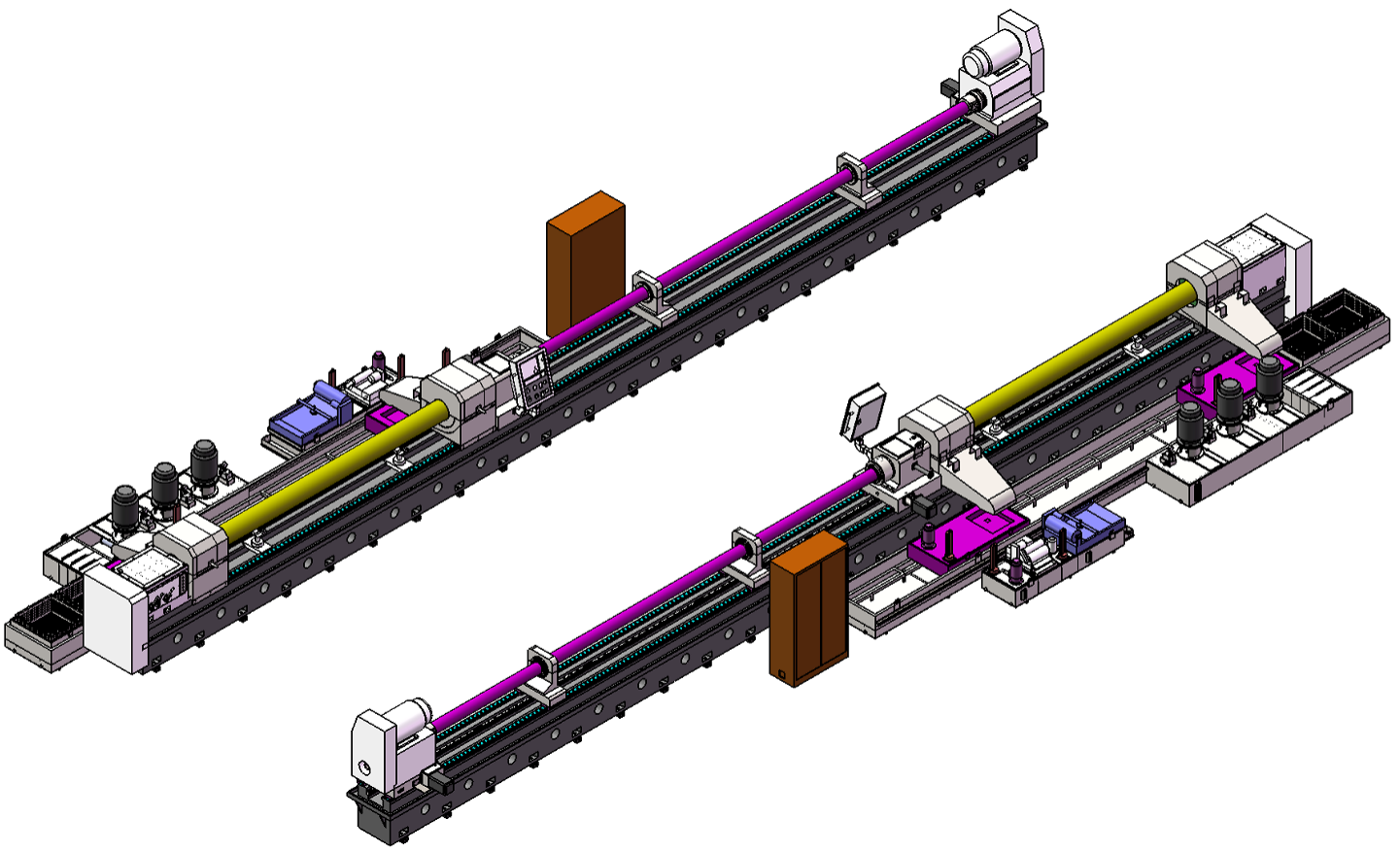
机床主要组成:床体、床头箱、2组工件托架、授油器、2组刀杆支架、钻杆箱、直线导轨、齿轮齿条、镗孔冷却系统、珩磨冷却系统、广数数控系统、电箱等。
工件装夹:床头箱上的手动四爪卡盘夹持工件的一端,授油器自动顶紧工件的另一端。
数控轴:
Z1轴:钻杆箱纵向进给运动,伺服电机通过减速机构驱动齿轮齿条机构;移动速度分成高速和低速,高速用于珩磨,低速用于镗孔,高速和低速手动切换。
Z2轴 授油器伺服顶紧工件,伺服电机通过减速机构驱动齿轮齿条机构。
Z3轴 珩磨头伺服扩张,伺服电机通过减速机构驱动丝杠机构。
导轨:滚柱重载直线导轨。
钻杆箱:驱动刀具旋转,珩磨和镗孔共用一套钻杆箱;采用30KW伺服主轴电机减速机构驱动主轴旋转,转速范围10-350r/min,无级调速。钻杆箱主轴后端装配珩磨头伺服扩张机构。
床头箱:驱动工件旋转;用30KW普通电机通过皮带、齿轮驱动主轴旋转,转速范围3.15-315r/min(21档调速);床头箱前端装配手动四爪卡盘,用于装夹工件。
刀杆支架:2组,用于支撑刀杆。
工件托架:工件预定位,加工过程中与工件脱开。
冷却系统:两套,珩磨和镗孔油箱分开;
镗孔冷却系统:主要由两组冷却泵、1套接屑盒、油箱等组成。
珩磨冷却系统:主要由1组冷却泵、2套循环邮箱、1套净油箱、磁辊过滤机、纸袋过滤机等组成。
授油器:用于刀具导向、供油、支撑刀杆;采用伺服电机驱动其轴向移动,适应不同长度工件的加工,以及对工件顶紧、松开。
技术规格 | 参数 | 备注 | |||
工作范围 | 镗孔范围 | Φ150~Φ800mm | |||
最大加工深度 | 8000mm | ||||
工件长度范围 | 1000-8000mm | ||||
机床性能 | Z1轴(钻杆箱进给) | 镗孔 | 速度范围 | 5~1000mm/min | |
珩磨 | 速度范围 | 5~18m/min | |||
伺服电机扭矩/功率 | 40Nm/10.5KW | ||||
Z2轴(授油器移动) | 快移速度 | 3m/min | |||
伺服电机扭矩/功率 | 38Nm/7.9KW | ||||
Z3轴(珩磨头伺服扩张) | 伺服电机扭矩/功率 | 15Nm/2.4KW | |||
钻杆箱 | 转速范围 | 10~350r/min | 无级调速 | ||
电机功率 | 30KW | 伺服主轴 | |||
床头箱 | 转速范围 | 3.15~315r/min | |||
电机功率 | 30KW | 普通电机 | |||
卡盘 | φ1000mm | 手动四爪 | |||
其他 | 直线导轨宽度 | 63mm | |||
机床占地面积 | 25.25m×3m | ||||
机床重量 | 约39吨 | ||||
机床总功率 | 100KW | ||||
冷却系统 | 镗孔 | 冷却泵电机 | 5.5KW,2组 | ||
最大流量 | 800L/min | ||||
珩磨 | 冷却泵电机 | 2.2KW,1组 | |||
流量 | 200L/min | ||||